
多轴向玻璃纤维布选型指南(300-1200gsm)
为风力涡轮叶片、机舱罩和结构复合材料选择多轴向玻璃纤维布和双轴缝编毡,含纤维取向指导。

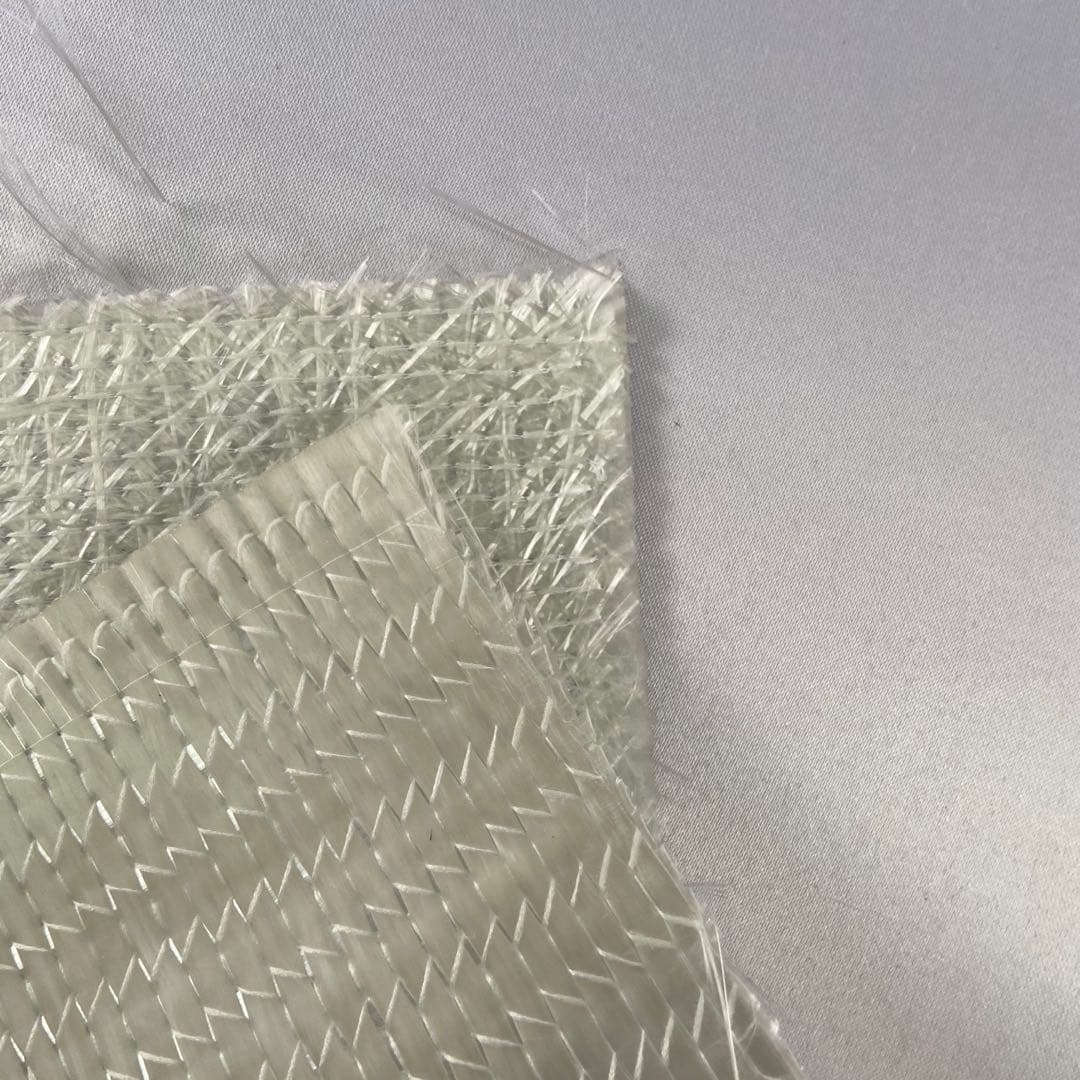
多轴向玻璃纤维布——也称非屈曲布(NCF)、缝编织物或多层增强材料——专为需要在多个方向上具有强度的复合材料部件设计。多轴向增强材料不依赖于传统的编织0°/90°结构,而是将纤维按工程角度(如±45°、0°/90°或组合取向)排列,以匹配部件的载荷路径。
这使多轴向玻璃纤维布成为风力涡轮叶片、机舱罩、船舶结构、交通面板和其他高性能复合材料应用的首选增强材料——在这些应用中,工程化纤维铺排可减轻重量并提高力学效率。基于我们为北美、东南亚、中东及东亚风能制造商供货的生产经验,我们提供从300g/m²到1200g/m²的多轴向和双轴缝编毡。
多轴向织物的独特之处
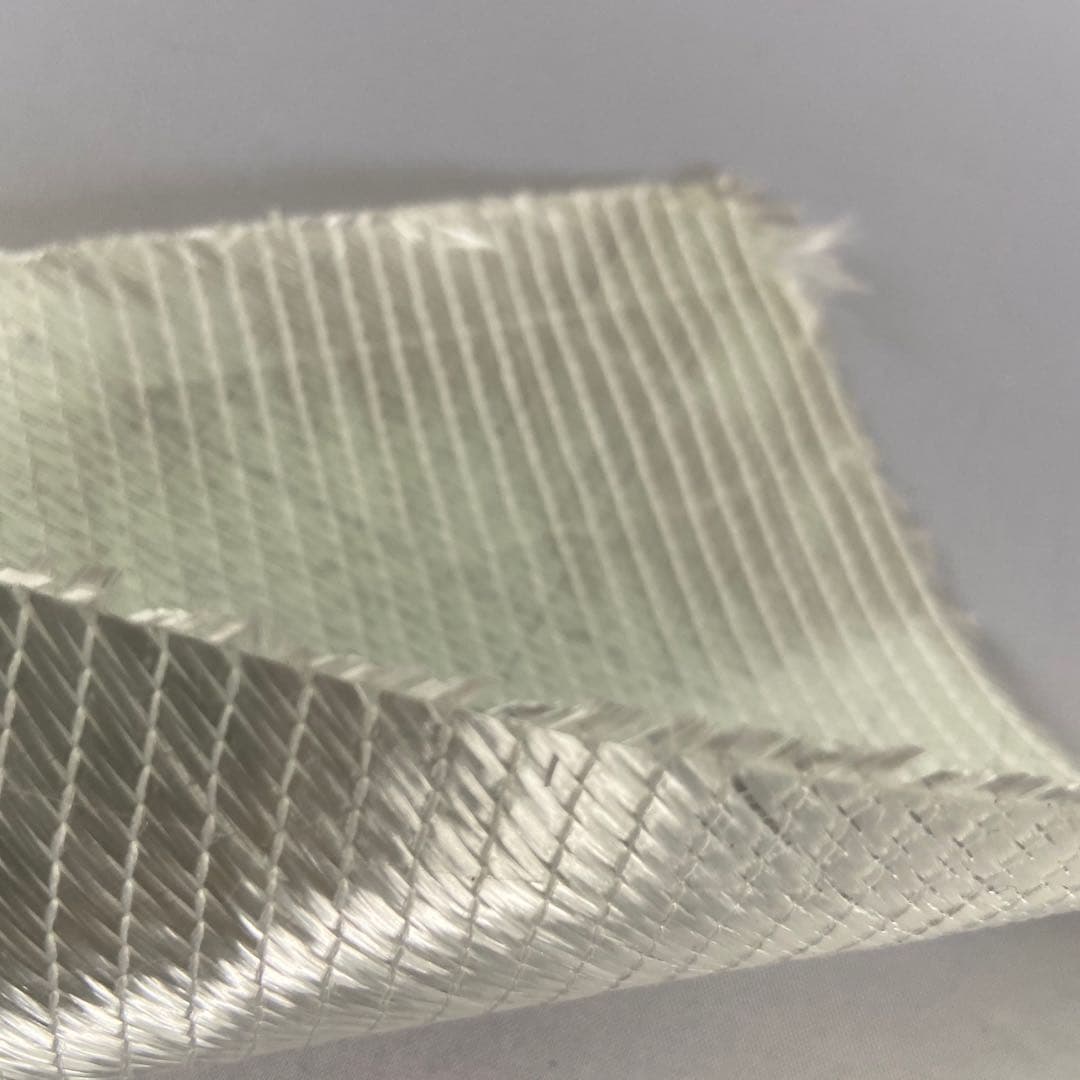
编织布使纱线交织,产生屈曲——纤维交叉时的小幅起伏。这种屈曲相比伸直纤维将纤维的有效刚度和强度降低10–20%。多轴向织物通常采用缝编(非屈曲布,NCF),使纤维保持更伸直状态并在载荷下更高效地工作。
关键优势包括:
- 按部件实际载荷路径定制的定向强度。
- 更高的纤维效率——更伸直的纤维意味着更好地利用材料性能。
- 高效的层压堆积,所需铺层更少。
- 减少对多个独立织物层的需求——单层多轴向铺层可替代2–4层单向层。
- 通过缝编结构提供有用的操作稳定性——比单向带更不易散边。
- 改善灌注特性——缝线通道可辅助树脂流动。
我们的多轴向和双轴产品系列
我们生产全系列针对风能和结构复合材料应用优化的缝编玻纤增强材料:
| 产品 | 克重 | 取向 | 主要应用 |
|---|---|---|---|
| 多轴向玻璃纤维布 | 300 g/m² | ±45°双轴 | 风力涡轮机舱罩、轻量结构壳体 |
| 单向缝编毡 | 450 g/m² | 0°(单向) | 风能拉挤型材、翼梁帽 |
| 双轴缝编毡±45° | 900 g/m² | ±45° | 风力涡轮机舱、扭转载荷结构 |
| 双轴缝编毡0/90° | 900 g/m² | 0°/90° | 风能面板、均衡面内载荷 |
| 网格缝编复合毡 | 1050 g/m² | 网格图案 | 机舱罩、大型结构面板 |
| 多轴缝编毡 | 1200 g/m² | 四轴向 | 风力涡轮叶片、高载荷结构壳体 |
所有产品使用E-玻纤纤维和涤纶缝编线。500m²以上订单可定制克重、幅宽(最宽2500mm)和取向组合。
常见的纤维取向
不同取向支持不同的载荷工况:
| 取向 | 典型用途 | 常见应用 |
|---|---|---|
| 0°(单向) | 纵向拉伸/压缩强度 | 翼梁帽、拉挤型材 |
| 90° | 横向增强 | 面板加强、环向强度 |
| ±45°(双轴) | 扭转和剪切抗力 | 管道缠绕、扭力构件 |
| 0°/90°(双轴) | 均衡面内载荷 | 平面面板、甲板、地板 |
| 0°/±45°/90°(四轴) | 准各向同性性能 | 船壳、结构壳体 |
| ±45°/芯材/±45°(夹层) | 剪切+芯材集成 | 轻量面板 |
例如,当部件承受扭转或剪切时——如传动轴、风电叶片蒙皮或波浪载荷下的船壳——±45°增强至关重要。0°/90°结构通常用于载荷与部件几何方向对齐的面板和梁。
在单层织物中组合多种取向的能力正是多轴向增强材料对结构应用如此高效的原因。
风能:多轴向玻璃纤维的主要应用
风力涡轮制造是多轴向玻璃纤维增强材料的全球最大消耗领域。每个主要叶片和机舱部件使用与其载荷工况匹配的特定取向:
涡轮叶片翼梁帽使用0°单向缝编毡(我们的450g单向毡)以抵抗沿叶片长度的巨大弯曲载荷。翼梁帽可达50–100mm厚,由许多单向层堆积而成——铺层效率至关重要。
叶片蒙皮和剪切腹板使用±45°双轴布(我们的900g ±45°双轴毡)以抵抗扭转和剪切载荷。±45°取向专门针对风载荷所产生的扭转力设计。
机舱罩和结构壳体使用四轴向(0°/±45°/90°)增强材料(我们的1200g多轴毡)以实现准各向同性性能——这些大型面板必须抵抗来自多个方向的载荷,包括风、雪和检修载荷。
根部段在叶片与轮毂连接处使用重型多轴向增强——这是需要最大纤维体积率的最高应力区域。
我们的缝编毡专为真空灌注(VARTM)设计——风电叶片制造中的主流工艺。纤维束之间的缝线通道创造自然的树脂流动路径,使大型叶片结构(60–100+米)的可靠灌注成为可能。
风能应用详情请访问玻璃纤维风能应用。
其他结构应用
除风能之外,多轴向玻璃纤维布还用于:
- 船舶:船壳、甲板、舱壁和结构纵梁——±45°用于抗扭,0°/90°用于面板刚度。
- 交通:卡车车身面板、铁路车辆部件(我们的PP芯材夹层毡用于高铁)和巴士结构。
- 基础设施:桥梁面板、冷却塔面板和结构型材。
- 工业:压力容器、储罐、管道和大型外壳。
- 拉挤:需要特定纤维取向的连续型材——我们的450g单向缝编毡专为拉挤工艺设计。
- 建筑材料:幕墙面板和结构保温板。
应用灵感请访问玻璃纤维应用领域。
多轴向 vs 编织:何时选哪种
| 因素 | 多轴向(缝编) | 编织 |
|---|---|---|
| 纤维效率 | 更高(无屈曲) | 较低(屈曲损失10–20%) |
| 铺覆/贴合性 | 一般——取决于缝线 | 对复杂形状良好 |
| 铺层速度 | 更快(所需铺层更少) | 较慢(相同结果需更多层) |
| 每公斤成本 | 通常更高 | 通常更低 |
| 树脂灌注 | 良好——缝线通道辅助流动 | 可变——取决于编织方式 |
| 表面效果 | 缝线痕迹可能透出 | 装饰件更平滑 |
| 可得性 | 标准取向备货 | 品种繁多 |
| 最小起订量 | 定制铺层可能更高 | 标准编织较低 |
基本规律:当结构性能和铺层效率比表面美观或小批量灵活性更重要时,选择多轴向。当铺覆性、表面效果或低MOQ为优先时,选择编织。
采购方选型问题
采购多轴向玻纤布前,请明确:
- 载荷方向:哪些方向承载主载荷?这决定取向。
- 制造工艺:手糊成型、真空灌注、RTM、拉挤还是模压?
- 树脂体系:聚酯、乙烯基酯、环氧还是酚醛?每种对浸润影响不同。
- 克重和铺层层数:目标总层压板厚度是多少?(常见多轴向克重:300–1200 g/m²)
- 卷幅宽:标准幅宽为1270mm和1500mm——更宽卷幅减少大部件的浪费。
- 缝线类型:经编、链式还是改良?缝线纹路影响铺覆性和渗透性。
- 芯材集成:取向层之间是否需要芯毡(短切毡或泡沫)?
- 认证:应用是否需要材料认证(DNV、劳氏船级社、航空规范)?
明确层压目标有助于避免过度指定增强材料而徒增成本。将层压铺层计划分享给供应商——他们常能提出优化建议。
工艺技巧
- 灌注:多轴向织物通常因缝线通道渗透性良好而异灌注。生产前在代表性几何形状上运行流动试验。
- 裁切:使用CNC或滚刀裁切获得整齐边缘。清楚标记纤维取向——铺层错位是常见缺陷来源。
- 储存:卷装水平存放于货架上以防变形。使用前保持密封。
- 排版套料:规划裁剪图案以减少浪费——多轴向织物每平方米通常比基础方格布更贵。
- 质量控制:检查缝线损伤、纤维错位和整卷幅宽内的克重一致性。
下一步
无论您需要300g ±45°双轴用于机舱罩、900g缝编毡用于结构壳体,还是1200g四轴用于风力涡轮叶片——我们生产全系列非屈曲玻璃纤维增强材料。对比玻璃纤维产品类别,探索风能应用,或通过联系页面分享您的层压铺层计划。我们的工程团队可帮助根据您的特定载荷工况和制造工艺选择正确的取向、克重和结构。样品卷5–7个工作日内发货。
如果增强结构尚未确定,可通过单向玻璃纤维与编织玻璃纤维选型指南比较载荷方向和铺放操作上的差异。
相关指南
Frequently Asked Questions
对某些载荷路径它可以更高效,因为纤维保持更伸直(无屈曲损失)并可放置在优化角度。设计良好的多轴向层压板可比同克重编织层压板获得10–20%更高的力学性能。例如,我们的900g双轴缝编毡因±45°纤维保持完全伸直,比同克重方格布提供更高的剪切强度。最终强度取决于取向、克重、树脂和层压设计。
我们的多轴向和双轴缝编毡专门为真空灌注(VARTM)设计——风电叶片制造的主流工艺。纤维束之间的缝线通道创造自然的树脂流动路径。例如,我们1200g四轴毡在大型叶片结构中与标准灌注环氧体系配合使用可实现完全浸润。然而,渗透性因结构而异——投入生产前应使用您的树脂和部件几何验证浸润效果和流动前沿推进。
通常可以——显著减少。因为多种纤维方向组合在一种增强材料中,单层四轴铺层(如我们的1200g毡)可替代四层独立单向层。这可将结构层压板的铺层时间减少40–60%,且铺层错位错误的可能性更小。对于年产数百片叶片的风电叶片制造商,这一时间节省直接转化为产能。
它们服务于不同目的。[短切毡](/blog/fiberglass-chopped-strand-mat-vs-woven-roving)以低成本提供随机各向同性增强——适用于非结构或轻载部件。多轴向织物为结构应用提供工程化定向强度。许多层压板两者兼用:多轴向用于结构铺层,短切毡用于表面或填料层。
双轴布在两个方向上有纤维(例如±45°或0°/90°),而多轴向(三轴或四轴)在一层中组合三个或四个方向。我们提供两种:900g双轴毡有±45°和0°/90°配置,以及组合0°/±45°/90°的1200g四轴毡。当载荷主要在两个方向时选择双轴;当需要准各向同性性能时选择四轴。
多轴向织物每公斤成本通常比标准方格布高30–80%,取决于结构复杂度和订单量。然而,总层压成本可能更低——因为所需铺层更少、铺层速度更快,且因更高纤维体积率消耗更少树脂。对于生产规模能证明材料成本合理的风能应用,多轴向增强材料几乎总是实现更低的部件总成本。
对于我们的标准产品(300g ±45°、450g单向、900g双轴、1200g四轴),MOQ通常为200–500m²。定制取向、克重或幅宽需要至少1000m²。请联系我们获取具体可获性和交期。
Author
ZeYuSen Fiber Technical Team
Specializing in carbon fiber and glass fiber composite materials for aerospace, wind energy, construction, and advanced manufacturing. Our engineering team brings decades of combined experience in composite material selection, process optimization, and quality assurance.