
Guía de Tejido Multiaxial de Fibra de Vidrio (300-1200gsm)
Selecciona tejido multiaxial de fibra de vidrio y esteras cosidas biaxiales para palas de aerogeneradores, cubiertas de góndola y composites estructurales con orientación de capas.

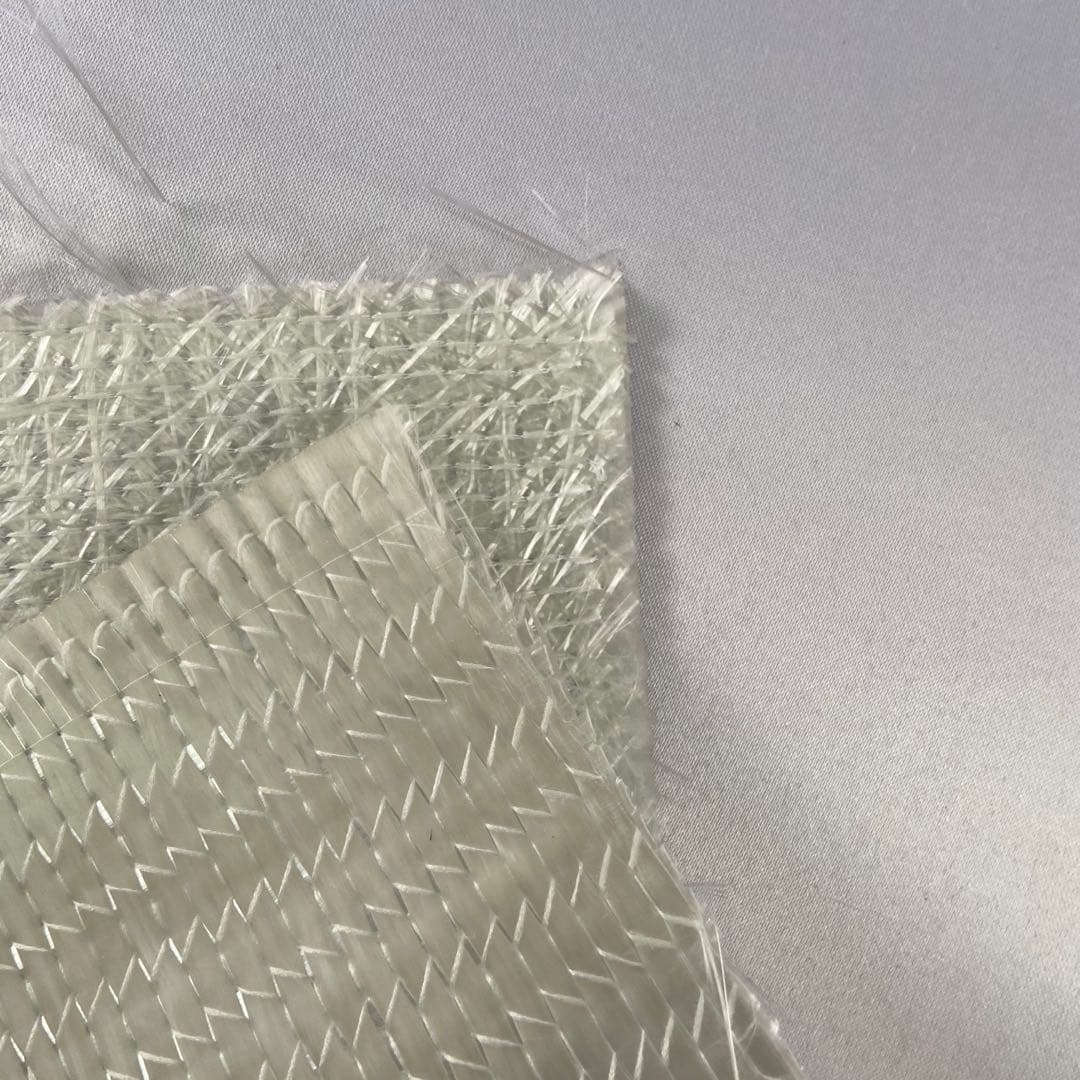
El tejido multiaxial de fibra de vidrio —también llamado tejido sin rizado (NCF), tejido cosido o refuerzo multicapa— está diseñado para piezas de composite que necesitan resistencia en más de una dirección. En lugar de depender únicamente de una estructura tejida tradicional 0°/90°, los refuerzos multiaxiales colocan las fibras en ángulos calculados como ±45°, 0°/90° u orientaciones combinadas para adaptarse a la trayectoria de carga de la pieza.
Esto convierte al tejido multiaxial de fibra de vidrio en el refuerzo preferido para palas de aerogeneradores, cubiertas de góndola, estructuras marinas, paneles de transporte y otras aplicaciones de composite de alto rendimiento donde la colocación calculada de fibras reduce el peso y mejora la eficiencia mecánica. Basándonos en nuestra experiencia de producción suministrando a fabricantes de energía eólica en América del Norte, Sudeste Asiático, Oriente Medio y Asia Oriental, ofrecemos esteras multiaxiales y biaxiales cosidas de 300g/m² a 1200g/m².
Qué Hace Diferente al Tejido Multiaxial
Un tejido entrelaza hilos, lo que crea rizado — pequeñas ondulaciones donde las fibras se cruzan entre sí. Este rizado reduce la rigidez y la resistencia efectiva de la fibra entre un 10–20% en comparación con las fibras rectas. El tejido multiaxial está típicamente cosido (tejido sin rizado, o NCF), lo que permite que las fibras permanezcan más rectas y trabajen de forma más eficiente bajo carga.
Las ventajas principales incluyen:
- Resistencia direccional adaptada a la trayectoria de carga real de la pieza.
- Mayor eficiencia de fibra — las fibras más rectas suponen un mejor aprovechamiento de las propiedades del material.
- Construcción eficiente del laminado con menos capas necesarias.
- Menor necesidad de muchas capas de tejido separadas — una sola capa multiaxial puede reemplazar 2–4 capas unidireccionales.
- Mejor control de la orientación del refuerzo con alineación consistente capa a capa.
- Estabilidad de manipulación útil gracias a la construcción cosida — menos propenso al deshilachado que la cinta UD.
- Mejores características de infusión — los canales de costura pueden facilitar el flujo de resina.
Explora los materiales de fibra de vidrio relacionados y los productos de fibra de vidrio.
Nuestra Gama de Productos Multiaxiales y Biaxiales
Fabricamos una gama completa de refuerzos de fibra de vidrio cosidos optimizados para energía eólica y aplicaciones de composite estructural:
| Producto | GSM | Orientación | Aplicaciones Principales |
|---|---|---|---|
| Tejido Multiaxial de Fibra de Vidrio | 300 g/m² | ±45° biaxial | Cubiertas de góndola de aerogeneradores, carcasas estructurales ligeras |
| Estera Cosida Unidireccional | 450 g/m² | 0° (UD) | Perfiles de pultrusión para energía eólica, costillas de larguero |
| Estera Cosida Biaxial ±45° | 900 g/m² | ±45° | Góndola de aerogenerador, estructuras sometidas a torsión |
| Estera Cosida Biaxial 0/90° | 900 g/m² | 0°/90° | Paneles de energía eólica, carga equilibrada en el plano |
| Estera Composite Cosida en Rejilla | 1050 g/m² | Patrón de rejilla | Cubiertas de góndola, grandes paneles estructurales |
| Estera Cosida Multiaxial | 1200 g/m² | Cuadriaxial | Palas de aerogenerador, carcasas estructurales de alta carga |
Todos los productos utilizan fibra E-glass con hilo de costura de poliéster. GSM personalizado, ancho (hasta 2500mm) y combinaciones de orientación están disponibles para pedidos superiores a 500m².
Orientaciones de Fibra Habituales
Las diferentes orientaciones soportan diferentes casos de carga:
| Orientación | Propósito Típico | Aplicaciones Comunes |
|---|---|---|
| 0° (unidireccional) | Resistencia a tracción/compresión longitudinal | Costillas de larguero, perfiles de pultrusión |
| 90° | Refuerzo transversal | Rigidización de paneles, resistencia aro |
| ±45° (biaxial) | Resistencia a torsión y cortante | Envueltas de tubos, elementos de torsión |
| 0°/90° (biaxial) | Carga equilibrada en el plano | Paneles planos, cubiertas, suelos |
| 0°/±45°/90° (cuadriaxial) | Rendimiento cuasi-isotrópico | Cascos, carcasas estructurales |
| ±45°/núcleo/±45° (sándwich) | Cortante + integración de núcleo | Paneles ligeros |
Por ejemplo, el refuerzo ±45° es esencial donde una pieza experimenta torsión o cortante — como ejes de transmisión, pieles de palas de aerogeneradores o cascos de embarcaciones bajo carga de oleaje. Una estructura 0°/90° se usa frecuentemente en paneles y vigas donde las cargas se alinean con la geometría de la pieza.
La capacidad de combinar múltiples orientaciones en una sola capa de tejido es lo que hace que el refuerzo multiaxial sea tan eficiente para aplicaciones estructurales.
Energía Eólica: La Aplicación Principal del Tejido Multiaxial de Fibra de Vidrio
La fabricación de aerogeneradores es el mayor consumidor de refuerzo multiaxial de fibra de vidrio a nivel mundial. Cada componente principal de pala y góndola utiliza orientaciones específicas adaptadas a su caso de carga:
Las costillas de larguero de las palas usan estera cosida unidireccional 0° (nuestra estera UD de 450g) para resistir las enormes cargas de flexión a lo largo de la longitud de la pala. Las costillas de larguero pueden tener 50–100mm de espesor, construidas a partir de muchas capas UD — lo que hace crítica la eficiencia del laminado.
Las pieles de pala y las almas de cortante usan tejido biaxial ±45° (nuestra estera biaxial de 900g ±45°) para resistir cargas torsionales y de cortante. La orientación ±45° está específicamente calculada para las fuerzas de torsión que generan las cargas del viento.
Las cubiertas de góndola y carcasas estructurales usan refuerzo cuadriaxial (0°/±45°/90°) (nuestra estera multiaxial de 1200g) para un rendimiento cuasi-isotrópico — estos grandes paneles deben resistir cargas de múltiples direcciones incluyendo viento, nieve y acceso de mantenimiento.
Las secciones de raíz usan refuerzo multiaxial pesado donde la pala se conecta al buje — la región de mayor tensión que requiere la máxima fracción de volumen de fibra.
Nuestras esteras cosidas están diseñadas para infusión por vacío (VARTM), el proceso dominante en la fabricación de palas eólicas. Los canales de costura entre los haces de fibras crean vías naturales de flujo de resina que permiten una infusión fiable de grandes estructuras de pala (60–100+ metros).
Para detalles de aplicaciones en energía eólica, visita las aplicaciones de fibra de vidrio para energía eólica.
Otras Aplicaciones Estructurales
Más allá de la energía eólica, el tejido multiaxial de fibra de vidrio se usa en:
- Marina: Cascos, cubiertas, mamparos y refuerzos estructurales — ±45° para resistencia a torsión, 0°/90° para rigidez de paneles.
- Transporte: Paneles de carrocería de camiones, componentes de vagones ferroviarios (nuestra Estera Sándwich de Núcleo PP se usa en ferrocarril de alta velocidad) y estructuras de autobuses.
- Infraestructura: Tableros de puentes, paneles de torres de refrigeración y perfiles estructurales.
- Industrial: Recipientes a presión, depósitos, tuberías y grandes recintos.
- Pultrusión: Perfiles continuos que requieren orientación específica de fibra — nuestra estera cosida UD de 450g está diseñada específicamente para procesos de pultrusión.
- Materiales de construcción: Paneles de revestimiento y paneles estructurales aislados.
Para ideas de aplicación, visita aplicaciones de fibra de vidrio.
Multiaxial vs Tejido: Cuándo Elegir Cada Uno
| Factor | Multiaxial (Cosido) | Tejido |
|---|---|---|
| Eficiencia de fibra | Mayor (sin rizado) | Menor (pérdida por rizado del 10–20%) |
| Drapeado/conformabilidad | Moderado — depende de la costura | Bueno para formas complejas |
| Velocidad de laminado | Más rápida (menos capas necesarias) | Más lenta (más capas para el mismo resultado) |
| Coste por kg | A menudo mayor | A menudo menor |
| Infusión de resina | Buena — los canales de costura facilitan el flujo | Variable — depende del tejido |
| Acabado superficial | El patrón de costura puede ser visible | Más suave para piezas cosméticas |
| Disponibilidad | Orientaciones estándar en stock | Gran variedad disponible |
| Pedido mínimo | Puede ser mayor para laminados personalizados | Menor para tejidos estándar |
Regla general: Elige multiaxial cuando el rendimiento estructural y la eficiencia del laminado importan más que la cosmética superficial o la flexibilidad en pequeños lotes. Elige tejido cuando el drapeado, el acabado superficial o un MOQ bajo son la prioridad.
Preguntas de Selección para Compradores
Antes de adquirir tejido multiaxial de fibra de vidrio, clarifica:
- Direcciones de carga: ¿Qué direcciones soportan las cargas principales? Esto determina la orientación.
- Proceso de fabricación: ¿Laminado manual, infusión por vacío, RTM, pultrusión o moldeo por compresión?
- Sistema de resina: ¿Poliéster, éster vinílico, epoxi o fenólico? Cada uno afecta de forma diferente a la impregnación.
- GSM y número de capas: ¿Qué espesor total de laminado se busca? (GSM multiaxial habitual: 300–1200 g/m²)
- Ancho del rollo: Los anchos estándar son 1270mm y 1500mm — los rollos más anchos reducen el desperdicio en piezas grandes.
- Tipo de costura: ¿Tricot, cadena o modificada? El patrón de costura afecta al drapeado y la permeabilidad.
- Integración de núcleo: ¿Se necesita una estera de núcleo (filamentos cortados o espuma) entre las capas orientadas?
- Certificación: ¿La aplicación requiere certificación de material (DNV, Lloyd's, especificaciones aeroespaciales)?
Un objetivo de laminado claro ayuda a evitar la sobre-especificación del refuerzo y el aumento innecesario de costes. Comparte tu plan de laminado con el proveedor — a menudo pueden sugerir optimizaciones.
Consejos de Procesado
- Infusión: Los tejidos multiaxiales generalmente infunden bien gracias a la permeabilidad de los canales de costura. Realiza ensayos de flujo en geometría representativa antes de la producción.
- Corte: Usa corte CNC o rotativo para bordes limpios. Marca claramente la orientación de la fibra — las capas mal alineadas son una fuente de defectos habitual.
- Almacenamiento: Almacena los rollos horizontalmente en estantes para evitar deformaciones. Mantén sellados hasta su uso.
- Nesting: Planifica los patrones de corte para minimizar el desperdicio — el tejido multiaxial suele ser más caro por m² que la mecha tejida básica.
- Control de calidad: Comprueba los daños en la costura, la alineación incorrecta de fibras y la consistencia del GSM a lo largo del ancho del rollo.
Siguiente Paso
Tanto si necesitas ±45° biaxial de 300g para cubiertas de góndola, estera cosida de 900g para carcasas estructurales o cuadriaxial de 1200g para palas de aerogeneradores — fabricamos la gama completa de refuerzos de fibra de vidrio sin rizado. Compara las categorías de productos de fibra de vidrio, explora las aplicaciones de energía eólica, o comparte tu plan de laminado a través de la página de contacto. Nuestro equipo de ingeniería puede ayudar a seleccionar la orientación, GSM y construcción correctos para tu caso de carga específico y proceso de fabricación. Rollos de muestra disponibles en 5–7 días hábiles.
Si la arquitectura sigue abierta, compare las diferencias de carga y manipulación en la guía de fibra de vidrio unidireccional frente a tejida.
Guías Relacionadas
Frequently Asked Questions
Puede ser más eficiente para ciertas trayectorias de carga porque las fibras permanecen más rectas (sin pérdida por rizado) y pueden colocarse en ángulos optimizados. Un laminado multiaxial bien diseñado puede alcanzar propiedades mecánicas entre un 10–20% superiores a las de un laminado tejido de peso equivalente. Por ejemplo, nuestra estera cosida biaxial de 900g ofrece mayor resistencia al cortante que la mecha tejida de peso equivalente porque las fibras ±45° permanecen perfectamente rectas. La resistencia final depende de la orientación, el GSM, la resina y el diseño del laminado.
Nuestras esteras multiaxiales y biaxiales cosidas están diseñadas específicamente para la infusión por vacío (VARTM) — el proceso dominante en la fabricación de palas eólicas. Los canales de costura entre los haces de fibras crean vías naturales de flujo de resina. Nuestra estera cuadriaxial de 1200g, por ejemplo, logra una impregnación completa en grandes estructuras de pala cuando se usa con sistemas de resina epoxi de infusión estándar. Sin embargo, la permeabilidad varía según la construcción — valida la impregnación y el avance del frente de flujo con tu resina y geometría de pieza antes de comprometerte con la producción.
A menudo sí — significativamente. Debido a que múltiples direcciones de fibra se combinan en un solo refuerzo, una sola capa cuadriaxial (como nuestra estera de 1200g) puede reemplazar cuatro capas unidireccionales separadas. Esto puede reducir el tiempo de laminado entre un 40–60% en laminados estructurales, con menos oportunidades de errores en la colocación de capas. Para los fabricantes de palas eólicas que producen cientos de palas al año, este ahorro de tiempo se traduce directamente en capacidad de producción.
Sirven para propósitos diferentes. La [estera de filamentos cortados](/blog/fiberglass-chopped-strand-mat-vs-woven-roving) proporciona refuerzo aleatorio e isotrópico a bajo coste — adecuada para piezas no estructurales o de carga ligera. El tejido multiaxial proporciona resistencia direccional calculada para aplicaciones estructurales. Muchos laminados combinan ambos: multiaxial para capas estructurales, estera de filamentos cortados (CSM) para capas superficiales o de relleno.
El tejido biaxial tiene fibras en dos direcciones (p. ej., ±45° o 0°/90°), mientras que el multiaxial (triaxial o cuadriaxial) combina tres o cuatro direcciones en una sola capa. Ofrecemos ambos: esteras biaxiales de 900g en configuraciones ±45° y 0°/90°, y estera cuadriaxial de 1200g combinando 0°/±45°/90°. Elige biaxial cuando las cargas sean principalmente en dos direcciones; elige cuadriaxial cuando se necesite un rendimiento cuasi-isotrópico.
El tejido multiaxial suele costar entre un 30–80% más por kg que la mecha tejida estándar, dependiendo de la complejidad de construcción y el volumen del pedido. Sin embargo, el coste total del laminado puede ser menor porque se necesitan menos capas, el laminado es más rápido y se consume menos resina debido a la mayor fracción de volumen de fibra. Para aplicaciones de energía eólica donde el volumen de producción justifica el coste del material, el refuerzo multiaxial casi siempre proporciona un coste total de pieza más bajo.
Para nuestros productos estándar (±45° de 300g, UD de 450g, biaxial de 900g, cuadriaxial de 1200g), el MOQ es típicamente de 200–500m². Las orientaciones, GSM o anchos personalizados requieren un mínimo de 1000m². [Contáctanos](/contact) para disponibilidad específica y plazos de entrega.
Author
ZeYuSen Fiber Technical Team
Specializing in carbon fiber and glass fiber composite materials for aerospace, wind energy, construction, and advanced manufacturing. Our engineering team brings decades of combined experience in composite material selection, process optimization, and quality assurance.
¿Necesita ayuda para elegir un material?
Envíenos su aplicación objetivo, proceso y especificaciones requeridas. ZeYuSen Fiber puede ayudarle a comparar opciones de materiales de fibra de carbono y fibra de vidrio para su proyecto.
Contactar a ZeYuSen FiberEn esta página
- Qué Hace Diferente al Tejido Multiaxial
- Nuestra Gama de Productos Multiaxiales y Biaxiales
- Orientaciones de Fibra Habituales
- Energía Eólica: La Aplicación Principal del Tejido Multiaxial de Fibra de Vidrio
- Otras Aplicaciones Estructurales
- Multiaxial vs Tejido: Cuándo Elegir Cada Uno
- Preguntas de Selección para Compradores
- Consejos de Procesado
- Siguiente Paso